黄陵矿业二号煤矿:会干到“智”干 选煤厂变身“黑灯工厂”4今日快看
“黑灯工厂”是当前对数字化、智能化工厂的形象比喻,工厂不怎么用人,把一切工作交给智能化设备,最大化地减少用工人数,提高生产效率。
如今在黄陵矿业公司二号煤矿,就有这么一座“黑灯工厂”,它就是该矿全新升级打造的智能化选煤厂。
走进该矿选煤厂智能调度中心,巨大的屏幕上显示着整个厂区的全貌空间模型图,厂区所有人员、设备一个不漏尽收眼底。调度员只需要轻轻一点鼠标便可随意切换图像,查看各个岗点生产状况。
 【资料图】
【资料图】
“它是我们的AI超级大脑,全域感知、全局协同、全线智能。”在选煤厂调度指挥中心,该厂厂长张锋青介绍利用先进的传感监测、大数据、物联网、云计算等尖端科技搭建的智能管控平台可以实现智能分选、智能安监、智能巡检、智能决策等多项功能。
“简直是太先进了,点击鼠标就可以按照规划好的巡检路线对厂区环境、人员、风险隐患、设备运行情况进行一键式三维漫游巡检。”体验到智能化带来的高效和便捷,设备巡检员刘左权对新科技是赞不绝口,回想之前每一趟设备巡检都要花费将近3个小时,耗时耗力不说,人员长时间待在生产现场也存在一定的安全隐患。
如今,升级改造后的选煤厂用工人数大幅减少,生产班由以前的每班13人现缩减为5人,真正做到了让数据“多走路”,让职工“少跑腿”。
人员定位及3D可视化系统也是此次智能化选煤厂的一大亮点。该系统是国内第一家基于UWB三维基站,采用动态实时数据交互与三维建模、透视化技术相结合的3D可视化人员定位系统。在厂区内,只需要佩戴专用的手环标识卡,系统自动进行身份识别和定位,定位精度小于30厘米。
“除了人员识别定位外,定制化的电子围栏实用效果也非常好。”在调度指挥中心,调度员袁立峰操控电脑界面,随机划分出一片区域。他介绍,假如该区域存在安全隐患,凡是佩戴手环标识卡的人员接近该区域时,现场自动发出声光报警,提醒人员远离区域,同时系统也会根据实际情况给出相对应的措施,极大地保障作业人员的人身安全。
除此之外,此次选煤厂升级改造中,对整个生产过程的关键设备、关键区域都加装了传感监测设备并利用大数据、物联网等技术进行深度融合,实现设备运行状态、生产状态的智能诊断。
系统根据设备上的温度、振动传感器实时数据反馈,结合专家数据库后台算法,24小时对设备进行在线诊断,设备存在异常状态第一时间进行报警,做到了设备故障早诊断、早预防、早处理,保障了生产系统安全、稳定运行。
“原煤洗选过程是确保煤质合格的一个重要环节,之前需要专人专岗操作,现在有了智能加介浓缩系统,省时又省力。”该厂技术员薛玮哲介绍,智能加介浓缩系统由智能浓缩、智能加介、阀门和翻板自动化集控三部分组成,智能浓缩是根据浓缩机液面澄清数据,验证加药效果,从而修正调节药剂添加量,使药剂用量达到最优化。智能加介则是通过浓介桶和合介桶内部设置的液位计、密度计,对液位、密度进行实时监测,根据生产需要实现加介泵、管路阀门自动切换,使合介桶保持合适液位和稳定的密度,从而保证煤质达标。
另外,在原煤入厂和产品上仓皮带上安装的高能脉冲智能在线测灰仪,可以对煤炭中水分、灰分、硫分、挥发分、发热量等主要煤质指标以及微量元素进行快速、准确的在线测量,为调整选煤工艺,指导产品配仓和装车配煤提供了精准的数据支持,彻底解放了人工采煤样这一主要工序。
数字赋能,智领未来。接下来,二号煤矿将继续推进智能化选煤厂建设工作,全面提升智能化矿井建设水平,实现全生产过程的无人值守和远程集中监控,打造行业一流的智能煤炭分选生产系统,助力矿井高质量发展。(当地供稿 许梦琪 薛玮哲)
相关推荐
-
穆南杉300条经典语录;穆南杉的哲学思想;穆南杉震
-
穆南杉300条经典语录!穆南杉的哲学思想!
-
穆南杉300条经典哲学语录
-
 “补、调、固”三位一体,汇仁肾宝系统施治专业补肾
“补、调、固”三位一体,汇仁肾宝系统施治专业补肾
-
 【韩城市商务局】韩城启明村樱桃上线|喊你来吃樱桃
【韩城市商务局】韩城启明村樱桃上线|喊你来吃樱桃
-
 什么是软文? 软文推广平台有哪些?
什么是软文? 软文推广平台有哪些?
-
 自媒体推广:企业新闻稿发布应该怎样掌握节奏? 怎
自媒体推广:企业新闻稿发布应该怎样掌握节奏? 怎
-
 为治理共享单车乱停放 芜湖市共享单车“定点还车”
为治理共享单车乱停放 芜湖市共享单车“定点还车”
-
 中意财险第三季度保险业务收入同比增长11.28% 净利
中意财险第三季度保险业务收入同比增长11.28% 净利
-
 浙江机场月底开启冬航季 周航班量将达到12229架次
浙江机场月底开启冬航季 周航班量将达到12229架次
-
 福州市870个城市品质提升项目开工 着力打造精品工
福州市870个城市品质提升项目开工 着力打造精品工
-
 株洲市去年科技研发投入总量达101.5亿元 较2019年
株洲市去年科技研发投入总量达101.5亿元 较2019年
-
 亳州市前8个月发放补贴资金达24.2亿元 户均受益2036元
亳州市前8个月发放补贴资金达24.2亿元 户均受益2036元
-
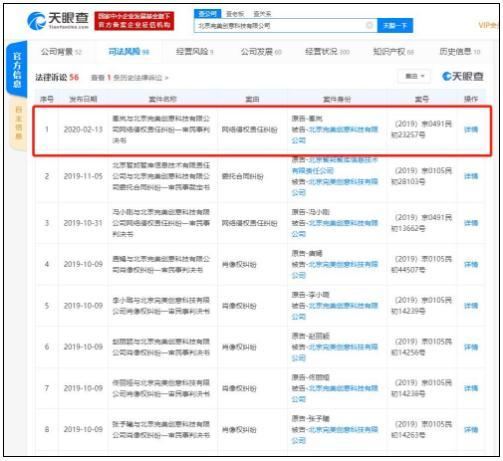 更美APP再遭起诉 社区内容尺度过大
更美APP再遭起诉 社区内容尺度过大
-
 “隐藏着利用天使的魔鬼”—饭圈“代拍”乱象亟待解
“隐藏着利用天使的魔鬼”—饭圈“代拍”乱象亟待解
-
 故宫文创"荷包口红"上新 “宫斗”的国产美妆真的崛
故宫文创"荷包口红"上新 “宫斗”的国产美妆真的崛
-
 快手发布《2019你在哪里生活》的年度热词视频
快手发布《2019你在哪里生活》的年度热词视频
-
 李若彤线秀健身成果 穿运动内衣曲线超紧致
李若彤线秀健身成果 穿运动内衣曲线超紧致
-
 泪奔!时隔19年,再次捞起这颗“遗珠”《春光灿烂猪
泪奔!时隔19年,再次捞起这颗“遗珠”《春光灿烂猪
-
 李咏已经去世一年,缅怀和思念他的人依旧很多,妻子
李咏已经去世一年,缅怀和思念他的人依旧很多,妻子